Injection Molding processes
The process cycle for injection molding is very short, typically between 2 seconds and 2 minutes and consists of the following four steps:
Closing
Before injecting the material into the mold, the two mold halves must first be securely closed by the clamping unit. Each mold half is attached to the injection molding machine and one half is movable. The hydraulically actuated clamping unit presses the mold halves together and applies enough force to securely close the mold as material is injected. The time required for the mold to close and lock depends on the machine – larger machines (those with larger clamping forces) require more time. This time can be estimated from the dry cycle time of the machine.
Injection
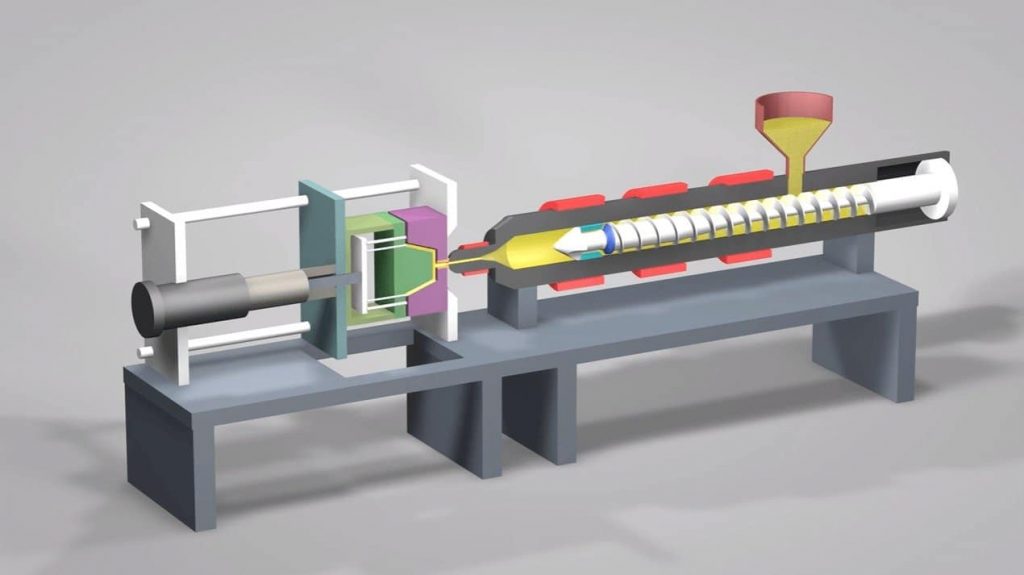
The raw plastic material, usually in the form of granules, is fed into the injection molding machine and conveyed from the injection unit to the mold. During this process, the material is melted by heat and pressure. The molten plastic is then injected into the mold very quickly, pressure builds up and holds the material in place. The amount of material injected is called shot. Accurate calculation of injection time is difficult due to the complex and varying flow of molten plastic into the mold. However, injection time can be estimated based on shot volume, injection pressure and injection speed.
Cooling
As soon as the molten plastic in the mold comes into contact with the inner surfaces of the mold, it begins to cool. As the plastic cools, it solidifies and takes the shape of the desired part. However, some shrinkage of the part may occur during cooling. Compressing the material during the injection step allows additional material to flow into the mold and reduce visible shrinkage. The mold cannot be opened until the required cooling time has passed. The cooling time can be estimated based on the various thermodynamic properties of the plastic and the maximum wall thickness of the part.
Extraction
After sufficient time, the cooled part can be removed from the mold via the ejector system attached to the rear half of the mold. When the mold is opened, the part is pushed out of the mold by a mechanism. Because the part shrinks and sticks to the mold as it cools, force must be applied to remove the part. To facilitate part removal, a mold release agent can be sprayed onto the surfaces of the mold cavity before the material is injected. The time required to open the mold and eject the part can be estimated based on the machine’s dry cycle time and should include the time required for the part to drop from the mold. After the part is removed, the mold can be closed to inject the next injection.
After the injection molding cycle, some finishing is usually required. During cooling, the material in the channels of the mold solidifies and adheres to the part. This excess material must be cut off from the part, along with the burr formed, usually using cutting tools. For some types of materials, such as thermoplastics, the waste material produced by this cut can be recycled by placing it in a plastic mill, also called a regrinder or granulator, which grinds the waste material into granules. Due to some degradation of material properties, the regrind must be mixed with the raw material at the correct regrind ratio to be reused in the injection molding process.